Modes of Metal Transfer: What Are They & When Should You Use Them?
here are three main modes of metal transfer: short circuit, globular and spray. As well as the main three, there are other variations of these metal transfers, like pulse spray. These each have their advantages and limitations, from what positions they can be used in to how deeply they penetrate. These modes of metal transfer only apply to MIG welding.
Short Circuit
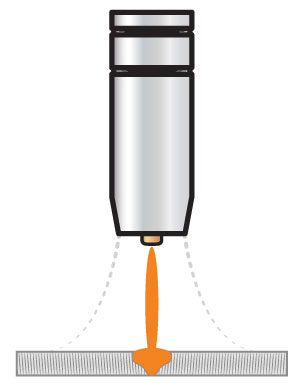
Metal is transferred by the short circuit mode when the wire connects with the puddle and literally shorts the circuit. That’s where it gets the name ‘short circuit’. This shorting occurs roughly 20 to 200 times a second and is what creates the ‘crackling bacon’ sound. It’s run on the standard ArCO2 75%/25% gas mix, but it also works with straight CO2.
Short circuit is the most common mode of metal transfer, especially for hobbyists, as it’s done with low volts. It can be used in every position – flat, horizontal, vertical, or overhead – so you’re not restricted like you are with the other modes.
Short circuit works on up to 8mm thick metal. Anything thicker than that, you’ll need to run hotter to get proper penetration (automatically bumping you up into globular transfer anyway).
Globular
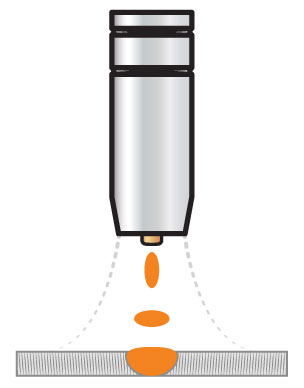
Metal is transferred by the globular mode when the wire creates globs of molten metal on the tip that fall into the puddle to make the weld. It looks like a small ball is constantly forming and reforming on the end of your wire (which it is). It can be run on the standard ArCO2 75%/25% gas mix or on straight CO2.
The bead appearance isn’t as smooth, and the process itself can be pretty messy with excessive spatter, but it has good penetration.
Globular is hotter in value, with more wire feed speed and voltage than short circuit, so the weld pool is more fluid. Because the pool is more fluid, you’re restricted to flat and horizontal positions only.
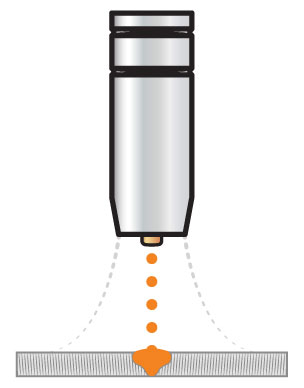
Spray
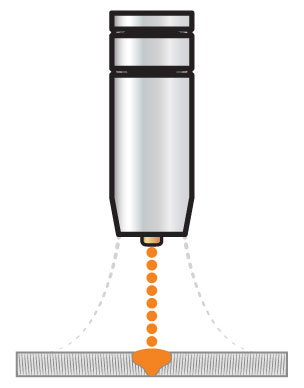
Metal is transferred by the spray mode when the amps and voltage are high enough that the wire begins to spray tiny droplets into the pool. It looks like a needle spraying from the wire into the puddle, similar to a pressure washer hose. Unlike short circuit and globular, spray needs to be run on an argon mix of 82% or more.
It has a much smoother sound than short circuit, with little crackling, almost like a low hissing. The spray method is good for heavy fabrication and thick material as it has a deep penetration profile.
However, it’s so hot and fluid that it’s not suitable for vertical up, vertical down, or overhead welding. It’s a much cleaner process, though, with almost no spatter.
Pulse Spray
Pulse spray is similar to the standard spray method, but it ‘pulses’ between the set amps (the peak amps) and a low point. Having a low point means that the weld has a moment to cool each time, making the pulse spray transfer more versatile. Because the weld pool has time to (briefly) cool, it isn’t as fluid, so it can be used in more than just flat positions.
Pulse spray still needs an ArCO2 gas mix of 82%/18% (a 92%/8% mix is the most commonly used). It also requires a machine with the ability to pulse MIG.
From short circuit to globular to spray, you’re getting consistently hotter, with deeper penetration and less spatter. There are no exact amps/voltage cut-offs that determine when your short circuit becomes globular or spray. You’ll have to tell by sight and sound which type of transfer you’re getting.
In general, though, it will spray if the volts are too high for the wire feed speed. On the other hand, the faster your wire speed, the more wire is introduced to the pool, so you’ll likely be short circuiting.