What is MIG Welding?
What is MIG welding?
Metal Inert Gas (MIG) welding is an arc welding process in which a solid wire (the filler metal) is continuously fed through the welding machine and into the weld pool that’s created by the arc to form a weld.
The process of MIG welding is semi-automatic, as the machine does all the wire feeding for you. This is why MIG welding is considered one of the easiest types of welding to learn and a great place to start for beginners.
Machine Setup
- Gas vs gasless
- Rollers
- Torch
- Wire spool
- Voltage/wire speed setup
1. Gas vs Gasless
There are two ways to MIG weld. The first (and most common) is with gas. The gas is used to shield the weld metal from any outside contaminants when welding. The second is gasless, and the filler metal used has a flux core, which protects the weld instead of gas.
| Pros of Gas | Pros of Gasless |
| Less spatter | Lighter & more portable |
| Less fumes | Lower cost setup |
| Welding quality | Outdoor use |
| Better performance on thinner material |
If you’re using a shielding gas for your weld, there are a few to choose from, as different metals require different shields. The best gas to use for mild steel and stainless steel is a mixture of argon and carbon dioxide (75% Ar/25% CO2); however, straight carbon dioxide works as well. You can also add a small amount of oxygen to the ArCO2 mix. If you’re welding with aluminium, then you’ll need pure argon for your shielding gas.
When you’re using gas, all you need to do is attach the regulator to the tank, attach the gas hose from the welding machine to the regulator and set your gas flow. Every UNIMIG machine (except the Viper 120) comes with a gas regulator, so don’t worry about having to buy your own.
The regulator comes with two dials. One shows how much gas is still in the tank, and the second shows your gas flow rate. Twist the regulator valve to set how much gas flow you want for the weld. UNIMIG recommends an 8-12L per minute gas flow rate for all MIG welding, and these recommended settings can be found on the guide table inside each machine.
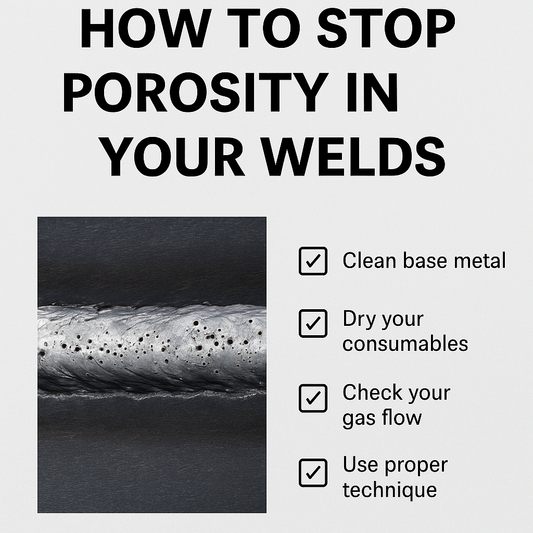
If you’re welding outdoors with gas, you’ll find you may need to turn up the gas flow or set up a cover, as the breeze can affect how much gas is reaching the weld pool. If you’re shielding gas is being blown away, then the weld will be prone to defects like porosity (the Swiss cheese look).
The polarities will also require different setups depending on whether you have chosen gas or gasless welding. Gas welding with aluminium, stainless steel, and mild steel all require an electrode positive polarity. This means that you need to insert the polarity cable into the Positive (+) panel mount and the earth clamp (which comes provided) into the Negative (–) panel mount.
If you are using gasless wire, then the polarity is switched; the polarity cable would go into the Negative (–) and the earth clamp into the Positive (+). While some machines are limited to gas or gasless only, at UNIMIG, all of our MIG welders are capable of both processes. A good example is the VIPER 185 MIG/TIG/Stick Welder, a multi-process machine made specifically for home welders, which will let you trial every type of welding you can think of (except AC TIG).
Regardless of whether you are using gas or gasless wire, your earth clamp will need to be attached to your workpiece (the metal you’re welding) or something metal that will conduct to your workpiece nearby; otherwise, the machine won’t weld.
2. Rollers
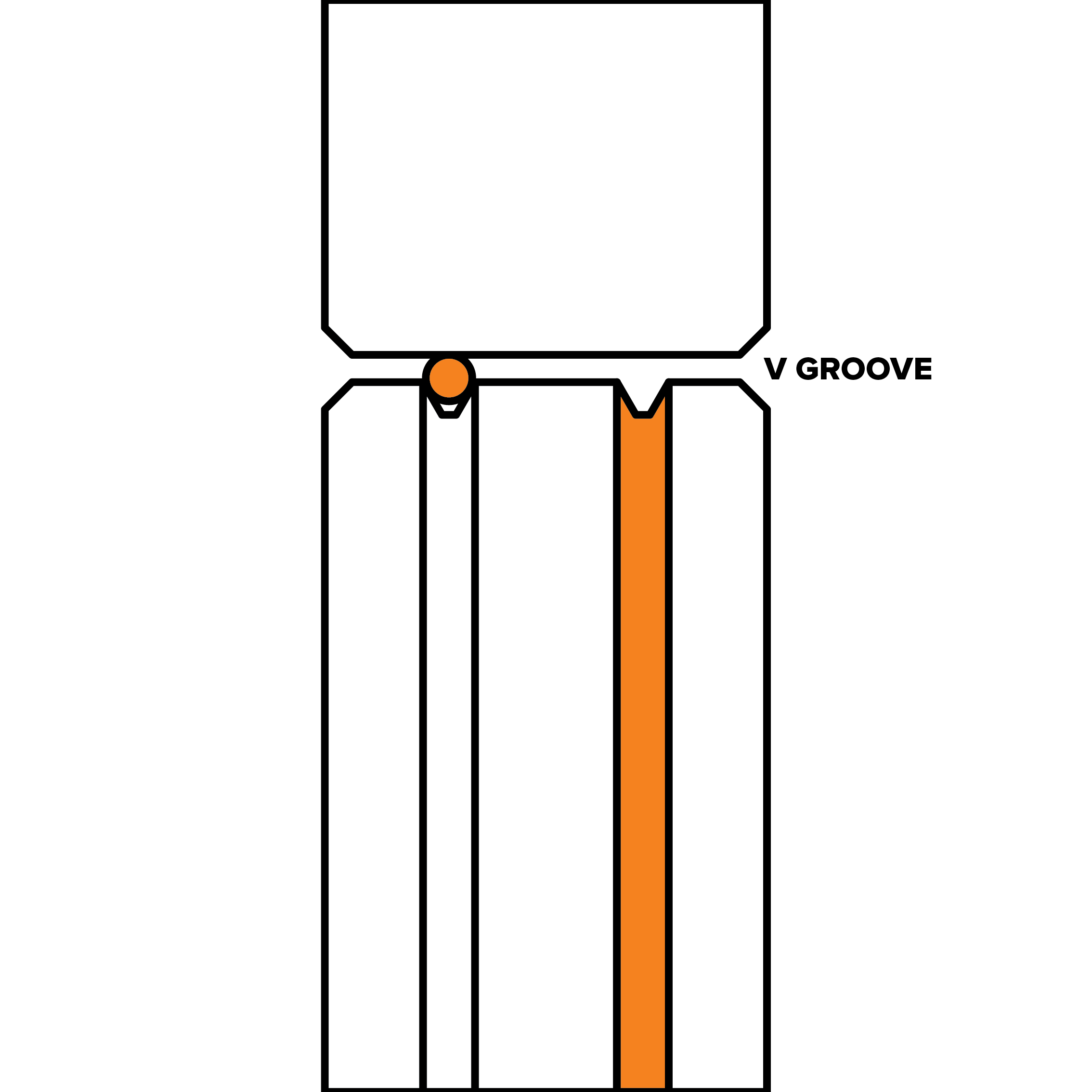
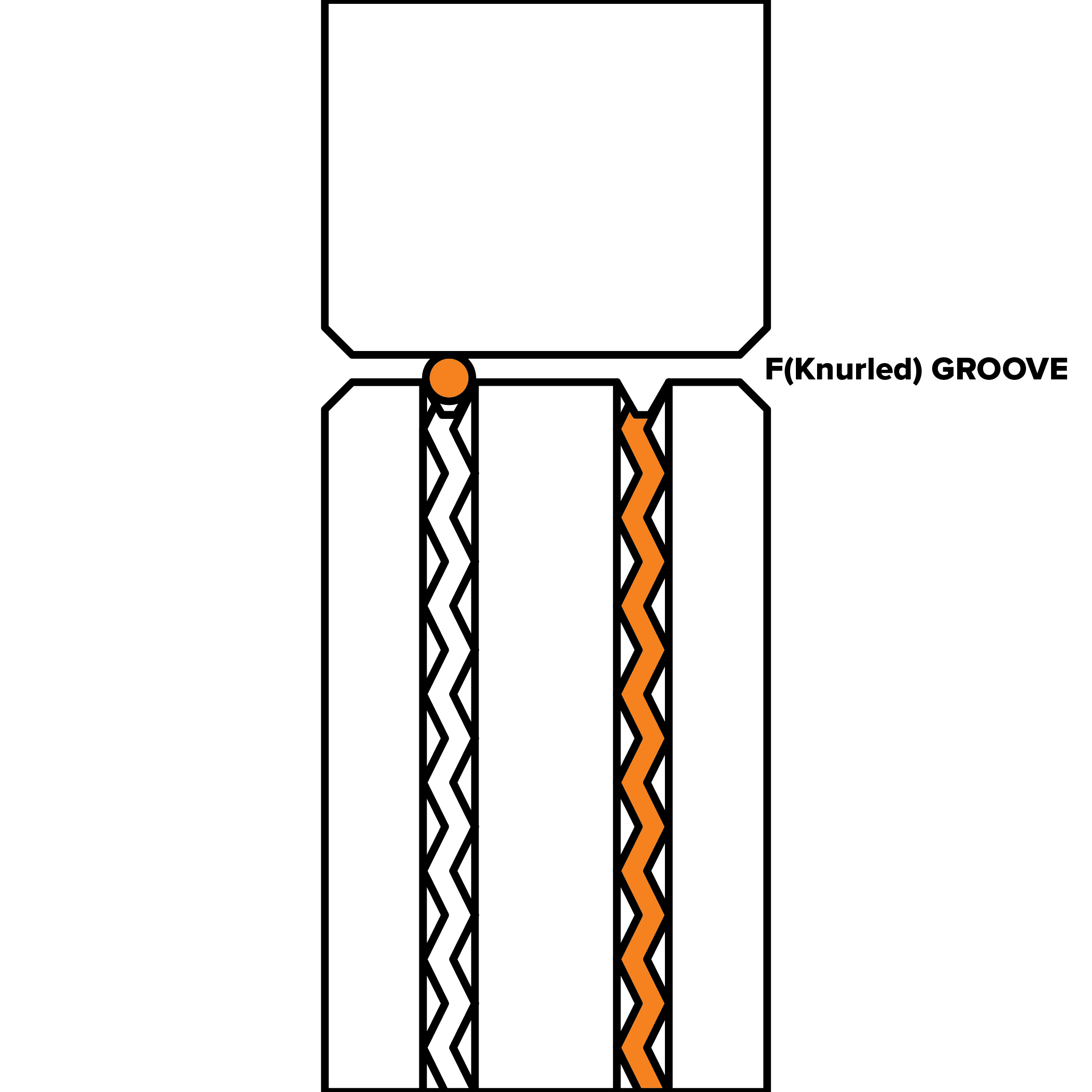
| Mild & Stainless Steel | Gasless Steel | Aluminium |
| V Groove | F or K Groove | U Groove |
 |
 |
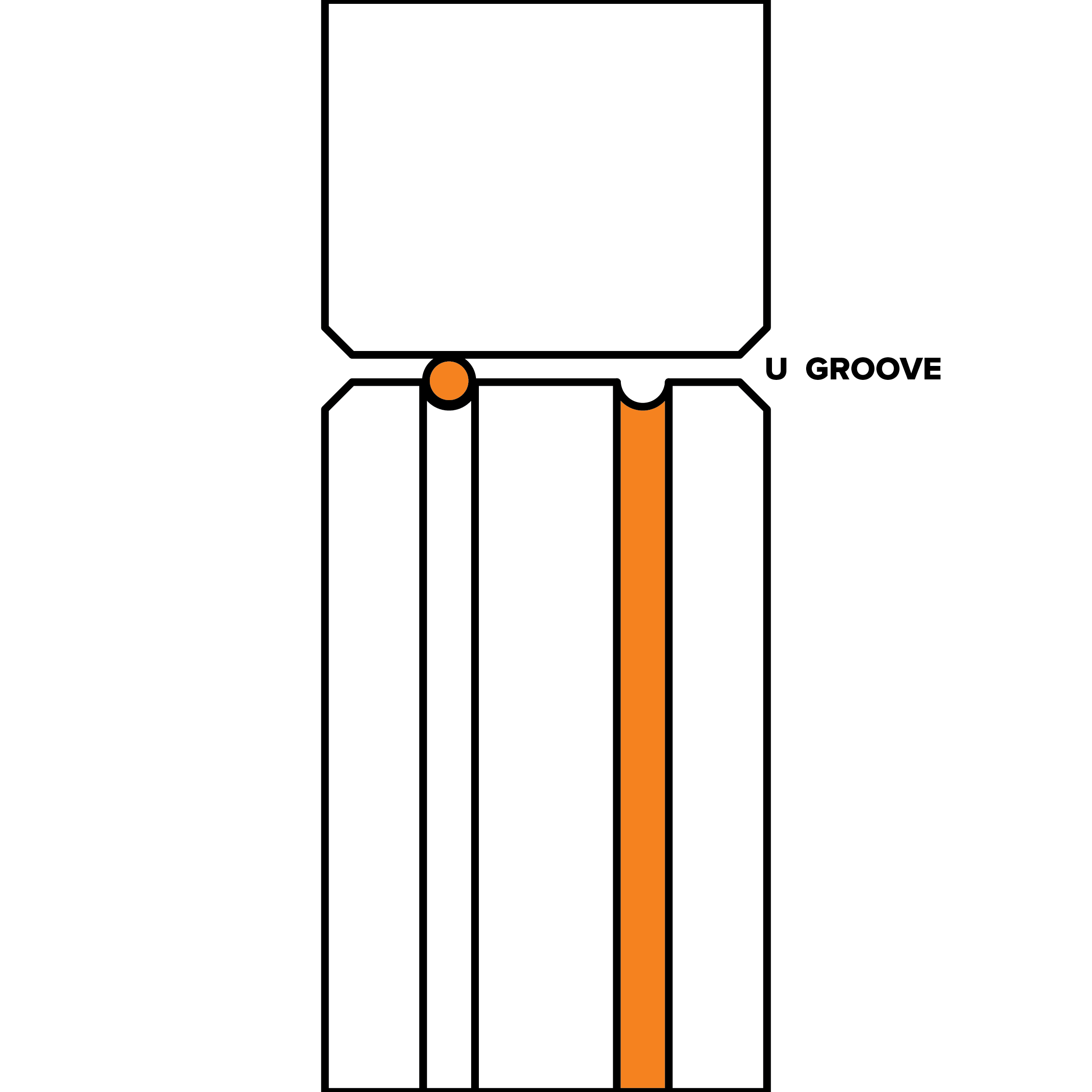 |
Each roller comes with two grooves; these are the wire sizes (e.g. 0.6mm & 0.8mm). You’ll need to make sure the roller groove size is the same as the wire you are using. To replace a roller, unscrew the retaining cap and take the old roller off. Place the new roller on (lining up the keyway on the roller with the key on the machine) and re-screw the retaining nut.
3. Torch
MIG welding torches come with a Euro connection that plugs directly into the front of the machine.
3 types of MIG torches
- Binzel style
- Tweco style
- Bernard style
The main difference between these three torch types is that they were initially made by different manufacturers. Though the consumables for each look the same, you have to match your consumable type to the torch type; otherwise, they won’t fit.
Every UNIMIG MIG machine comes with a Binzel style torch, but all three are available for purchase.
Liners
A liner guides your wire inside the torch lead, and this liner ensures the wire makes it out of the torch tip. You may need to change your liner before you feed your wire through, as these liners – much like the rollers – will only fit specific sizes.
Let’s use an example. The RAZOR 200 MIG/Stick Welder has a wire size range of 0.6mm-1mm. If you started with a weld that only needed 0.6mm wire and then changed to a weld that needed 1mm wire, you’d need to change liners.
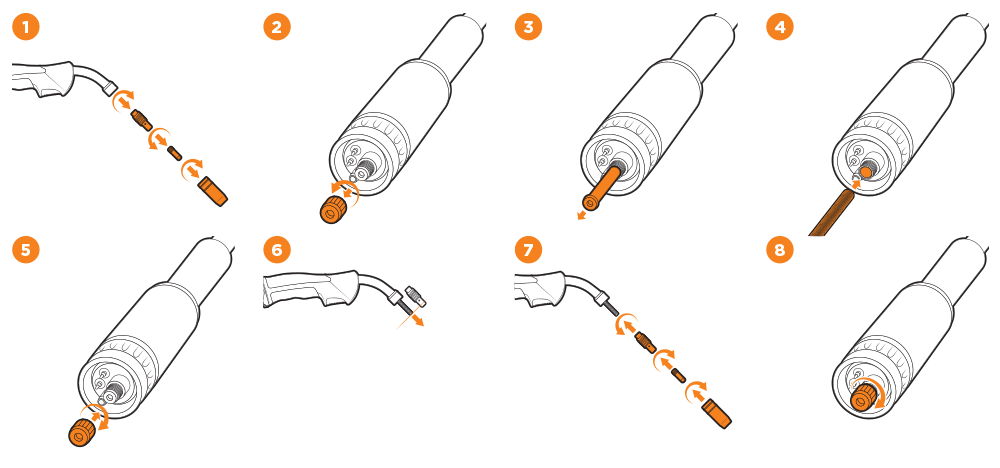
To change a liner:
- Remove MIG torch front end parts.
- Remove the liner retaining nut.
- Carefully pull out and completely remove the existing liner. Ensure MIG torch is completely unravelled until setup is complete.
- Carefully feed in the new liner down the torch lead all the way to exit the torch neck.
- Fit the liner retaining nut and screw only 1/2 way down.
- Snip the excess liner off, about the length of the where tip holder sits past the end of the torch neck.
- Replace the front end parts.
- Fully screw down the liner retaining nut and nip it up tight. This compresses the liner inside the torch cable assembly preventing it from moving during use and ensures good wire feed.
When you’re changing your liner, it’s best to keep the torch entirely straight and go slowly, as you don’t want to kink the liner itself.
There are separate liners for steel wires and aluminium wires. If you’re going to use a standard MIG torch for an aluminium wire, you’ll need an aluminium specific liner (in the correct size).
This liner goes in and out the same way as steel liners, but you have to attach a neck spring on the top of the liner before inserting it. The neck spring keeps the liner ridged so it can be fed into the torch with no issues and keeps the wire from kinking.
When you’re welding, try to keep the torch hose as loosely looped (or straight) as possible because it will minimise the chance of kinking the wire inside.
Spool Gun

As well as your standard MIG torches, you can also get an aluminium specific torch, called a ‘spool gun’. Spool guns are set up slightly differently than the MIG torches, as the wire spool is not connected in the machine but in the gun itself.
The spool holder can only hold 1kg rolls, so if you’re doing a lot of aluminium welding, it’ll run out faster than in a machine, and the gun is going to fatigue your hands faster.
The benefits of a spool gun for aluminium are worth it, though. Aluminium is a softer metal than steel, so it has its own roller grooves and specific torch liners. The softness of aluminium means that it’ll kink way easier than steel will in a 4m torch despite all that. There’s no stopping it; it’s just a more difficult metal.
This is where your spool gun comes in. Because the wire is loaded into the gun (and then fed through the engine on the gun the same way the wire is fed through a machine’s roller mechanism), it has less distance to travel and less chance to kink.
Aluminium and soft wires are best for spool guns, though you can still run steel through them, as there are rollers available for both.
Most machines will include a switch inside them that is labelled ‘standard/spool gun’. Make sure this is flipped to the type of torch you have connected; the torch won’t run if the switch is on the wrong setting.
NOTE: If you have a water-cooling torch, you will also need to attach the blue and red water cables to the welding machine and the water cooler so that the water can flow through the torch.
4. Wire Spool
Before you begin, it’s essential that the filler metal you purchase matches the metal you plan to weld (your parent metal). Thanks to chemical compounds, mismatched metals won’t weld together properly unless you are using a filler metal capable of doing this, and the weld will be terrible quality.
The wire spool is like a loaded spring, so when you first undo the wire, don’t place it straight down onto a table or other surface as it will unravel, and you’ll have to clip off everything that has unwound.
Unfortunately, you won’t be able to rewind it because it’ll no longer be precision wound, and there’ll be a much higher chance that the wire will birdnest inside the wire feed mechanism, halting your weld.
The spool attaches inside the machine on the spool holder, which consists of a shaft and a nut. There is a locating lug on the back plastic plate of the spool holder that you need to line up with the locating hole on the wire spool. These look like a small round bump and dent, respectively. Once you’ve lined them up, slide your spool onto the shaft and screw your nut back in to lock the spool into place.
You’ll need to feed the first part of the wire into the inlet guide, over the roller and into the beginning of the guide tube before you let go of it to stop it from unravelling.
Now that the wire spool is attached inside the machine, feed it through the torch until it sticks out of the torch nozzle. You can feed the wire through in two ways; hold down the trigger on the torch or press the feed wire button inside the machine.
When feeding through a new spool of wire, it’s a good idea to remove the nozzle and contact tip from the end of the torch so that the wire doesn’t catch on them and birdnest inside the machine. Both parts screw on and off with ease, so there’s no hassle.
With a new spool, you’ll also need to adjust the tension on the wire. Feed your wire until about 50mm (5cm) hangs out of the torch tip.
Lock the tension lever and decrease the tension by rotating counter-clockwise so that the wire slips (the rollers are spinning, but the wire doesn’t move) when the trigger is pulled. Now turn your tension lever clockwise 180° to increase your tension and grip the exposed wire between your thumb and forefinger (in gloves, the wire gets hot) with light pressure.
Pull the trigger again while holding the wire. If the wire slips again, repeat the process, rotating the tension lever clockwise by 180° each time, until you can’t stop it with your fingers, and it feeds smoothly. Be careful though, too much tension can flatten your wire.
Once you’ve sorted your tension, trim any excess wire hanging out of the tip. You want your wire to stick out of the torch nozzle by roughly 1cm. If the wire sticks out too far, trim it back. If you start with too much wire, it will just burn off. Some machines have a burnback function that allows you to determine the wire’s burnback after your finish welding as well.

5. Voltage and Wire Speed
Every UNIMIG welding machine comes with a User Manual and Setup Guide, which provides a good starting point for your machine settings. It gives a detailed description of which wire speed and voltage you’ll need for a range of metal types, wire sizes and parent metal thicknesses. It also includes the gas flow rate that is recommended for each of these.

Metal Preparation
Unfortunately, MIG isn’t as forgiving as stick welding, so you’ll need to either wire brush or grind your workpiece so that it’s clean. Otherwise, you won’t get a quality weld.

Starting Your Weld
Now that your machine and workpiece are set up, you’re ready for the next step: starting the weld. With the voltage and wire speed set, the rest of the welding is up to you.
There are three main factors to consider when doing a weld:
- Work angle
- Travel angle & distance
- Travel speed
This is true regardless of whether you are TIG, MIG or stick welding.
1. Work Angle
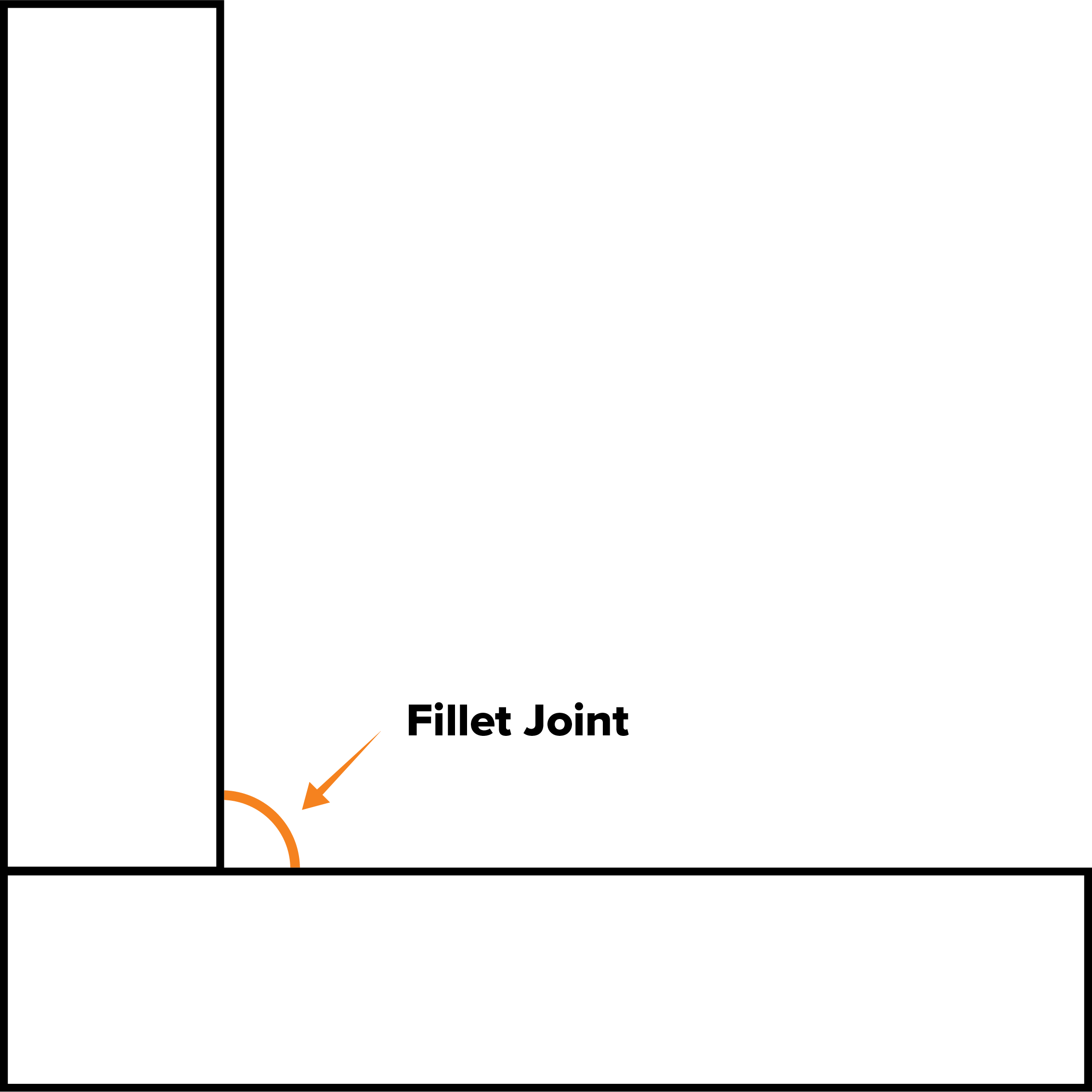
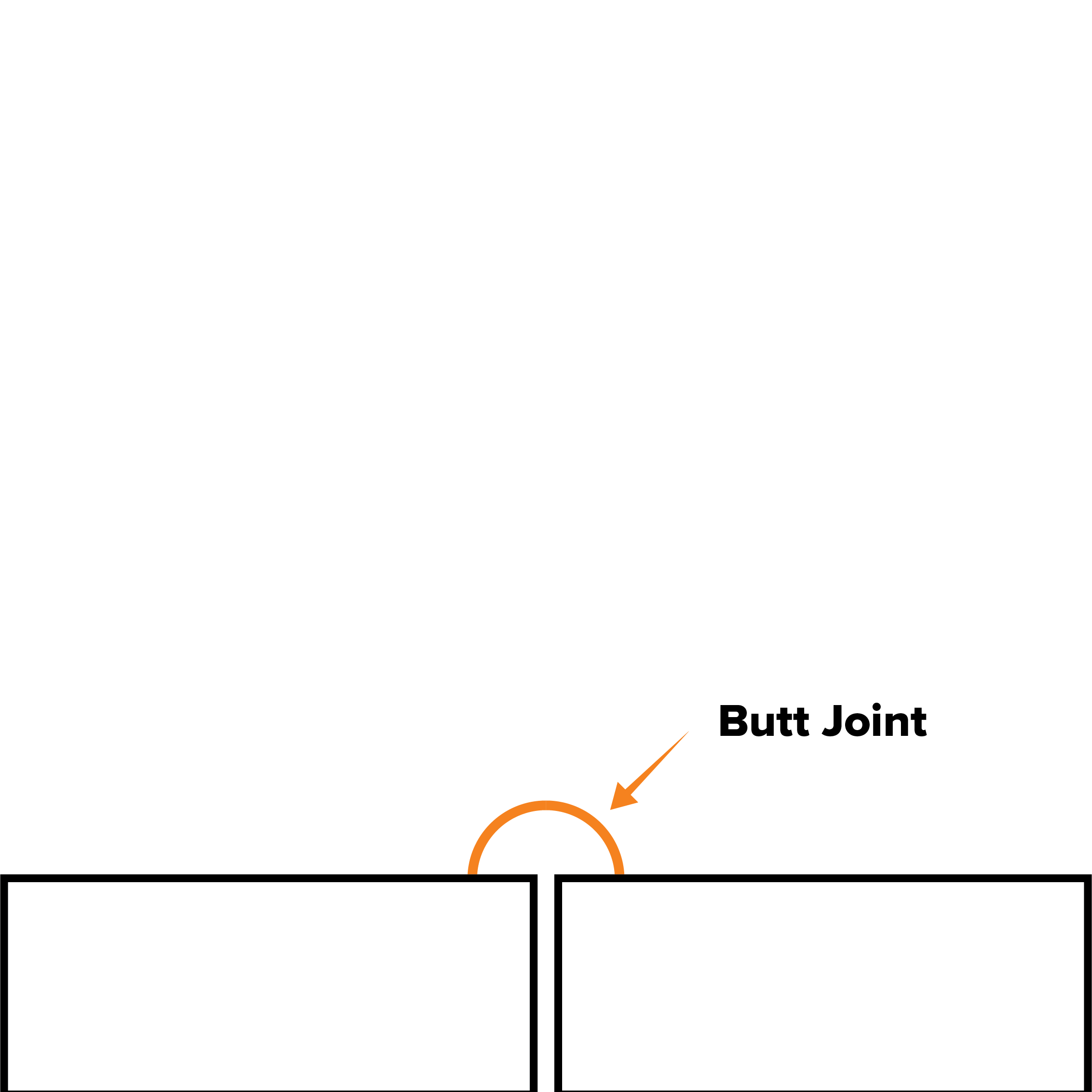
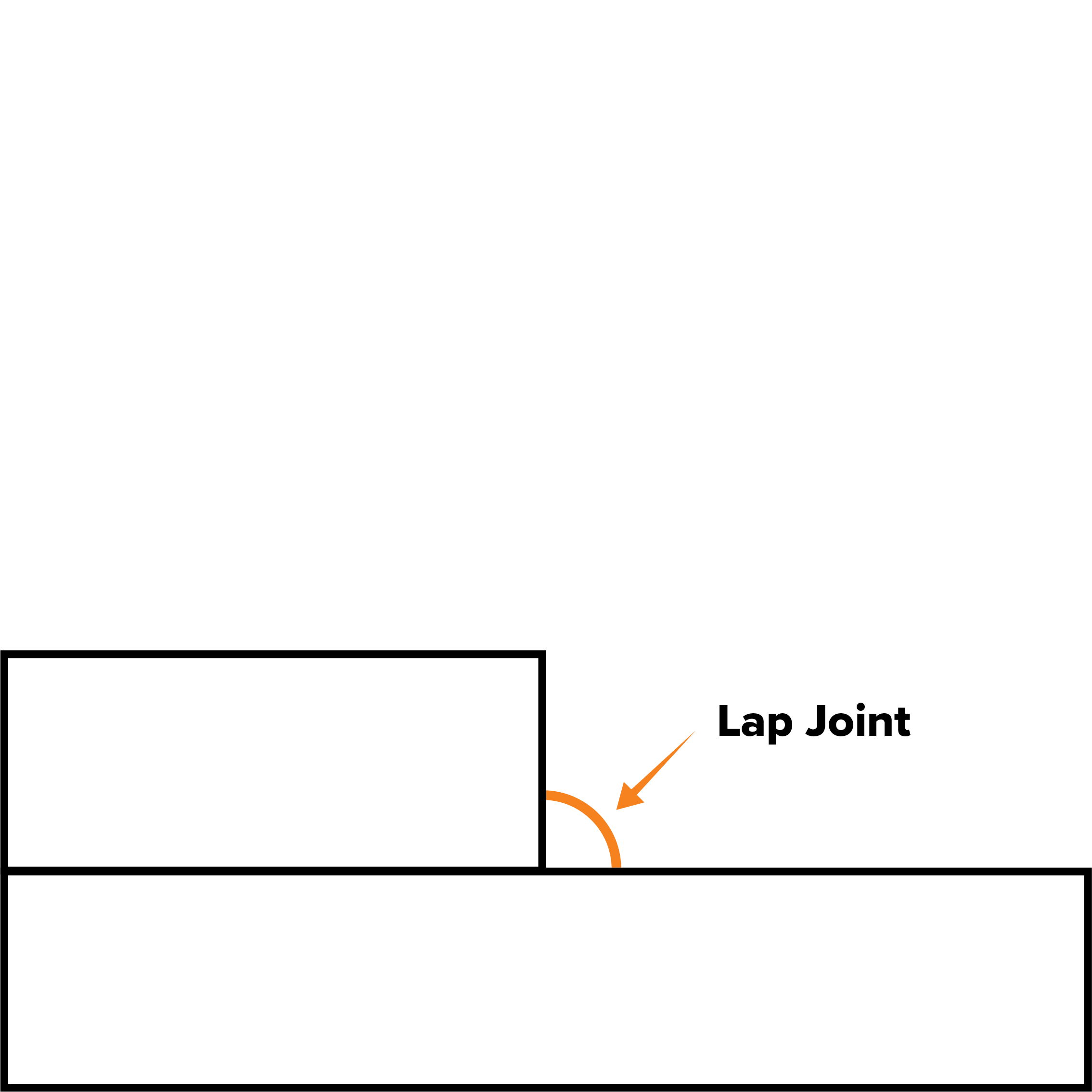
Your work angle is your torch in relation to the angle of the joint. There are a few different joint types, and several positions in these joints can be found.
| T-joint / Fillet Joint | Butt Joint | Lap Joint |
| 90° joint angle | 180° joint angle | 90° joint angle |
| 45° work angle | 90° work angle | 60°/70° work angle |
 |
 |
 |
(These angles do not include your travel angle, which we’ll talk about next.)
Positions
| Flat (butt & fillet) | Horizontal | Vertical | Overhead (butt & fillet) |
 |
 |
 |
|
The main thing that your weld’s position will affect is whether or not you’ll be fighting against gravity as you go. You’ll usually need to increase your travel speed and lower your amps to keep the molten metal from dripping, so while you’re learning, flat positions are best.
2. Travel Angle & Distance
When MIG welding, you can travel at a pushing or a pulling angle, though it does depend on which wire is in the machine.
If you’re using mild steel, stainless steel or aluminium, you’ll want to travel at a pushing angle (torch over the weld pool pushing towards the metal).
If you’re using flux-cored wire (gasless), you’ll want to travel at a pulling angle (torch in front of the weld pool and dragging towards the metal).
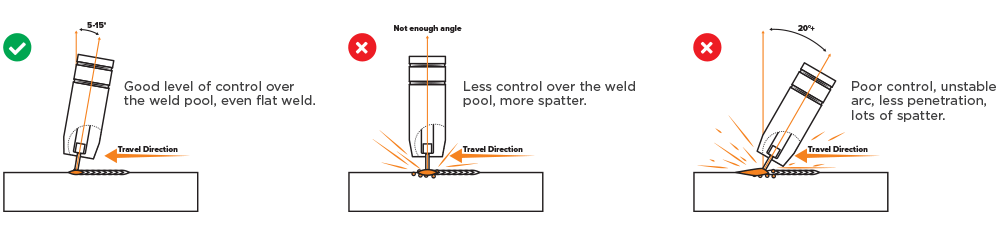
Whether you’re pushing or pulling, you want to keep your torch at a 10° to 15° angle. If your angle becomes too deep or parallel with the metal you’re welding, you increase the spatter amount, decrease penetration, and create more mess that you’ll have to clean up later.
For example, say you’re welding in a fillet joint (a corner join) with a standard steel wire. Your torch will be angled into it at a 45° angle, and then you’ll angle slightly to the side (in a push direction) so that your gas can cover the weld pool and in front of the weld as you go.
The other important thing to watch is the distance of your wire ‘stickout’. You want to maintain the 1cm of stickout throughout the joint for the best weld. If your wire is sticking out too far as it’s feeding and your torch nozzle is getting further away from your workpiece, it will cause a few problems.
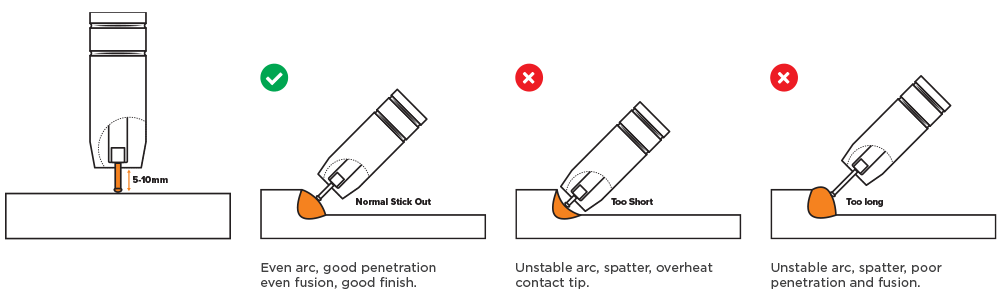
The first problem is that your feeding wire acts as a resistor, so the longer it is coming out of the torch and into the weld pool, the lower your machine will drop the amps, so it won’t run as well. The second problem is that your shielding gas will no longer be able to reach your weld pool, and you’ll increase the number of defects – like porosity – in your weld.
3. Travel Speed
Travel speed is how fast you are moving the torch along the weld. This is separate from the wire speed, but the two do impact each other.
If you’re moving too fast for your set wire speed, then there’ll be nothing being fed into the weld pool to create a proper weld.
On the other hand, if you’re moving too slowly or you have too much wire being fed through, you’re going to have a fat weld join that will need to be ground back, causing a lack of fusion on the toes (edges of the weld).
You want to move at a speed that corresponds with your settings. Keep your travel speed consistent across the entire weld for the best quality result.

Making the Weld
Place your cleaned workpiece in front of you in a way that when you begin welding, your hands can move freely and steadily all the way along the joint. It’s a good idea to have something to steady your hands against as they go along the weld so that you can maintain your angle and distance.
Check that your earth clamp has been attached to a metal surface, such as a (clean) metal workbench or the workpiece, because if your earth clamp isn’t grounded, your machine won’t start.
If you’re making a fillet join, you can use a magnetic welding clamp to hold your two pieces of metal together. Aluminium isn’t magnetic, however, so a manual clamp will be needed.
The kind of wire you are using will determine the technique required when welding.
Push Technique (Gas-shielded Wires)
The wire is located at the leading edge of the weld pool and pushed towards the un-melted work surface. This technique offers a better view of the weld joint and direction of the wire into the weld joint.
The push technique directs the heat away from the weld puddle, allowing faster travel speeds and providing a flatter weld profile with light penetration – useful for welding thin materials. The welds are wider and flatter, allowing for minimal clean up/grinding time.
Pull Technique (Gasless Wires)
The gun and wire are pulled away from the weld bead. The arc and heat are concentrated on the weld pool. The base metal receives more heat, deeper melting, more penetration and the weld profile is higher with more build-up

Start with your tacks. Remember to flip your welding helmet down before you ignite your arc. Tacks are used to fuse the metals together at the edges, so you don’t have to hold them together while you’re trying to weld.
Line your torch tip and wire up with where you want to make your tacks (usually on the edges of the piece) and press the trigger of your torch. You’ll need to hold it continuously to maintain the arc. Hold it for a second or two until a small weld has formed, and then let go.
These won’t take more than a few seconds each to make; they only need to hold your joint together so you can make the proper weld without needing a clamp.
MIG welding itself is relatively easy once you’ve got the hang of your angles and speed; all you need to do is press the trigger and start pushing or pulling your weld along the joint.
A good way to tell if it’s going well is by how it sounds and how it looks while you’re doing it. A proper weld should sound like crackling bacon. Being able to identify this is something that takes a bit of experience, but if something is really wrong, you’ll notice pretty fast.
If you’re trying to weld thicker pieces of metal together, adjust your volts and wire speed accordingly.
Once you’ve run your weld along the joint, you’re done. You’ve made your first weld!
Because MIG welds do make spatter, and if you use a gasless wire with a flux core, some post weld work needs to be done. If you’ve used a flux wire, you’ll need to use a chipping hammer to take off the slag that formed its protective layer over the top of the weld.
If there is spatter everywhere, you can grind this off for a cleaner looking weld or, alternatively, you can use an anti-spatter spray before welding. If the weld is just for practice, it doesn’t matter how good it looks.
Just remember that dry runs and scrap metal are your friends. Practice running your welding torch across a piece of metal, maintaining your travel angle, distance and speed until you’re confident that you can keep all three of them consistent.
Once you’re happy with your performance on a dry run, try it again on some scrap metal before you move on to the piece you’re planning on welding. If you don’t get it the first attempt, that’s fine; no one’s expecting you to be a welding expert on your first go. Practice makes perfect.
Article written by UNIMIG Australia - published March 2, 2021 titled "The Ultimate Guide to MIG Welding"