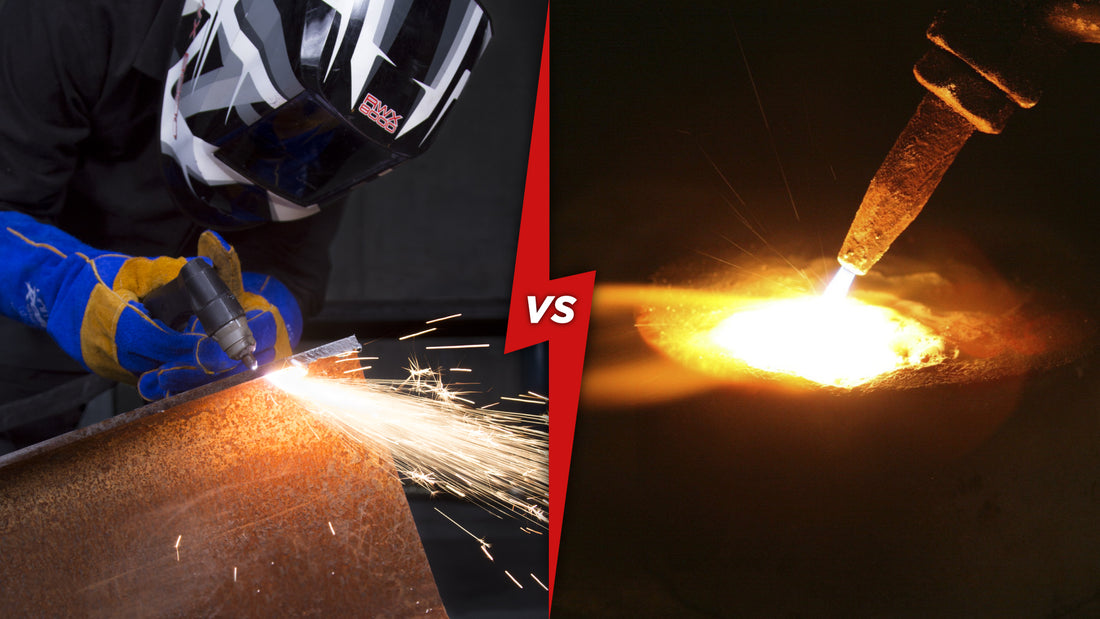
Oxy Acetyene vs Plasma Cutting
When you think about it, oxy-acetylene cutting and plasma cutting are the same things, right? Or are they?
They both cut through metal, yes, but that’s about where the similarities end. In reality, they’re two totally different processes, and each has its pros and cons.
What is Oxy Acetylene Cutting?
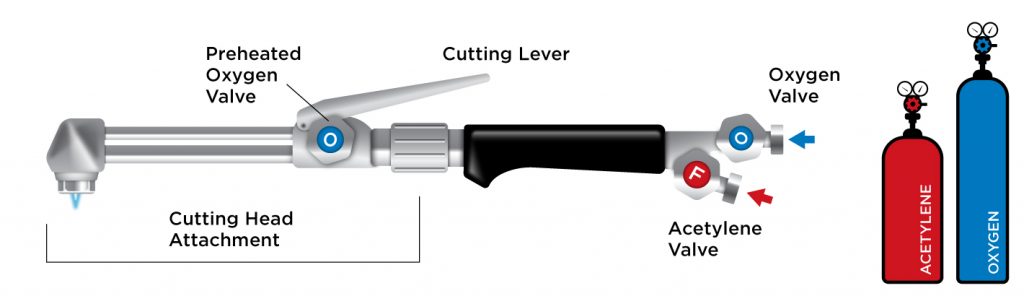
Oxy cutting is a method of cutting through ferrous metals using gas to produce a flame. It uses a mixture of oxygen and acetylene (or propane, natural gas, LPG) to rapidly oxidise the metal and cut through it.
Oxy acetylene will only work on metal that contains iron because the cutting is done by oxidisation. The metal needs to be preheated before it is cut, although it’s done with the same torch.
What is Plasma Cutting?
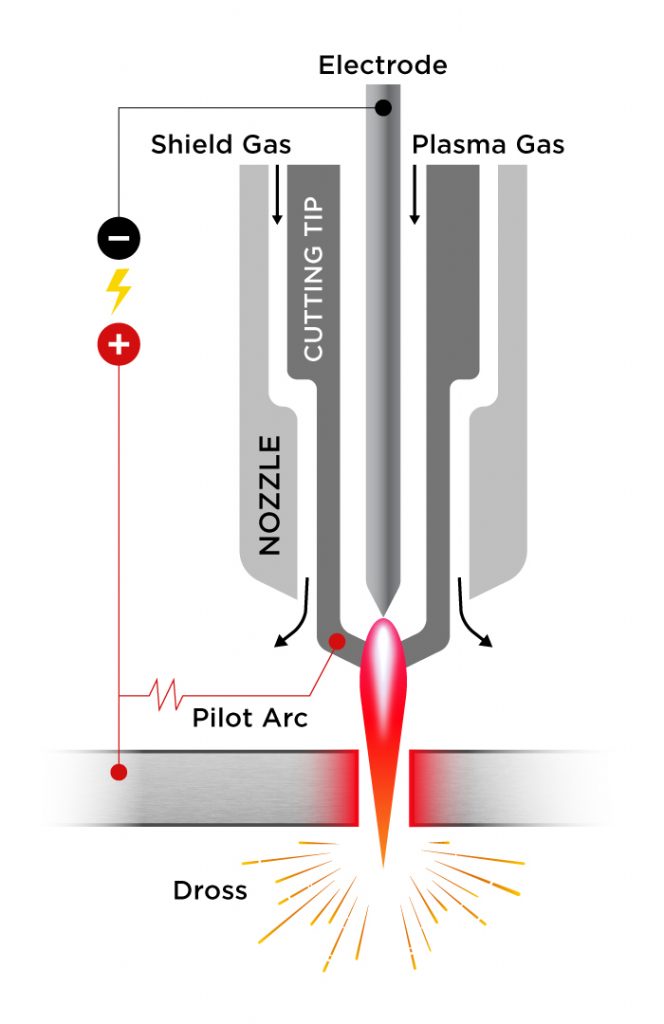
Plasma is a super-heated column of gas. Plasma cutting (plasma arc cutting) is a melting process that uses plasma and an outside power source. It creates an electric arc between the electrode (which is in the torch) and the metal being cut, melting and ejecting it from the cut.
The plasma beam is usually formed with compressed air, although you can use compressed hydrogen mixtures.
Plasma can cut through anything electrically conductive. That means it will work on steel, stainless steel and aluminium, as well as less commonly used metals like copper or bronze.
Oxy vs Plasma
There are quite a few differences between the two methods, from gas requirements to preheating, travel speed, and portability. So, which is going to work best for you?
PROS
Plasma Cutting
- Cuts through all metals – ferrous and non-ferrous
- No preheating
- Only needs compressed air
- Some machines come with a built-in air compressor (like the Razor Cut 40 Air)
- Stop/start with a single button press
- Less mess and less clean up
- Machines are generally lightweight
- Faster travel speeds, especially on thin materials
- It’s safer
Oxy Acetylene
- It’s doesn’t need a power source
- Cuts through thick material
- It’s multipurpose – you can weld, gouge, braze, heat and solder, as well as cut
CONS
Plasma Cutting
- Max cut thickness is determined by the machine
- The machine and air compressor require a power source
Oxy Acetylene
- Only cuts through ferrous metal (steel)
- Metal needs to be preheated before it’s cut
- It requires two (flammable) gases
- Longer setup time
- The torch needs to be manually lit and extinguished
- Incredibly messy with lots of clean up
Further Explained…
Plasma Cutting Pros:
- Plasma will cut through all types of metal, ferrous and non-ferrous, so it’ll work on almost anything you need to cut.
- Plasma doesn’t require any preheating; you can just start cutting your metal as soon as the torch is on.
- You’ll only need an air compressor to connect to your machine to create the plasma. Some plasma cutters (like the Razor Cut 40 Air) come with a built-in air compressor, so it may be a bit heavier than a standard machine, but you don’t need to go out and anything except the machine.
- The torch is ignited and extinguished with the touch of a button instantly, so it’s easier to use, and there’s no need to rotate valves trying to adjust to the gas levels to get the correct flame.
- There is a lot less kerf and dross involved, it’s a much cleaner cut, and any excess metal that remains afterwards can be easily removed with a chipping hammer.
- Plasma machines are generally lightweight (the Razor Cut 45 is only 10kg!), especially the smaller, more commonly used ones, so they’re easy to carry around.
- You can cut a lot faster with plasma, especially on really thin material, thanks to not needing to preheat.
- Plasma is a lot safer, with no open flame, and once it stops making contact with metal, it will stop completely after a few seconds. You can put the torch down and forget about it without worrying about burning anything down.
Plasma Cutting Cons:
- The max cut thickness, depending on the machine, can be less. The Viper Cut 30, which has a max amperage of 30, can only cut (cleanly) through 12mm steel. On the other hand, the Razor Cut 80, which has a max amperage of 80, can cut through 30mm steel.
- The machine and air compressor require a power source (though these days, power points aren’t too hard to find).
Oxy Cutting Pros:
- It doesn’t need a power source, with only a torch and two gas tanks. That means it’s often more favourable if you’re working somewhere remote and there isn’t any access to power.
- It’s good for thick metal, from 25mm (1 inch) up to roughly 300mm (12 inches), as you aren’t limited by amperage. You’ll just have to travel slowly along thick metal to make sure it cuts all the way through. Oxy torches come with a range of tip sizes for different metal thicknesses that screw on and off easily.
- Oxy torches can be used for more than just cutting. You can also weld, gouge, braze, heat and solder with them without switching machines (you’ll need to switch tips, though).
Oxy Cutting Cons:
- Oxy acetylene will only cut ferrous metals, so its only application is steel.
- The metal needs to be preheated before you can begin cutting, especially on thick sections. The preheating is done with the same torch, but it’s extra time standing and waiting to be ready.
- It requires two types of gas – oxygen and a fuel, usually acetylene (as it burns the hottest). That means purchasing two gases and refilling them. Not to mention they’re highly flammable.
- The setup is longer, despite less ‘equipment’ involved. The gas tanks need to be set to the correct flow rates, and the flame on the torch needs to be adjusted to a ‘neutral’ one each time.
- The torch has to be lit manually with a flint lighter and can only be turned off via the valves on the torch. It’s slower and a lot less safe.
- It’s incredibly messy. As well as a shower of sparks, oxy cutting leaves a lot of the molten metal to drip and sit on the bottom/inside of whatever you’re cutting, which has to be ground off later. It’s like spatter when you’re welding taken to the extreme.
Oxy cutting was the original method of metal cutting, but with new technology, plasma cutting has caught right up, and in a lot of ways, overtaken it.
If you’re going to be working on really thick steel, then an oxy cutter might still be better for you, but for almost everything else, you’ll be better off with a plasma cutter.