What is PLASMA Cutting?
What is Plasma Cutting?
Plasma is a super-heated column of gas (and the fourth state of matter). It’s formed when compressed air or compressed gases (like nitrogen or argon) make contact with the electrode (which is inside the torch) and ionise to create plasma.
Plasma cutting (plasma arc cutting), therefore, is a melting process that uses plasma and an outside power source to create an electric arc between the electrode and the metal being cut to melt and eject it from the cut.
Plasma can cut through anything electrically conductive; steel, stainless steel and aluminium are all fair game. In comparison, oxy cutting will only work on metals that contain iron, as it works through chemical reactions, such as oxidisation (it’s like a sped-up version of rusting) instead.
Machine Setup
- Air/Gas
- Torch & Consumables
- Settings
1. Air/Gas
Unlike welding machines, every Australian market plasma cutter you can buy is made to work on compressed air only, including UNIMIG machines.
The good news is that an air compressor attaches to the back of a plasma cutter in the same way a gas tank connects to the back of a welder. The bad news is that UNIMIG doesn’t supply air compressors, so you’ll have to purchase one separately from your local hardware store.
The need for an air compressor means they’re not very portable because you need to be connected to the compressor and a power supply. When purchasing a compressor, make sure to get one that can deliver 70–120psi and has an airflow/intake volume rating that is greater than your plasma cutters. You don’t want to run out of air before you’ve finished your cut.
If you’re looking for more portability, some machines come with built-in air compressors, like the RAZOR CUT 40 AIR Plasma Cutter. These machines will still need a power supply, however.
An air dryer or filter is essential for keeping contaminants like moisture and dust particles out of the machine’s air lines. Moisture in the pipes will come out in your torch and cause your consumables to burn up faster, resulting in bad cuts, which is something you’d like to avoid.
Depending on which model machine you have, your air dryer/filter can be found inside the machine or at the back of the machine.
3 types of filter

- Basic
- Roll
- In-line
Basic: most plasma cutters will come with a basic air filter. These will work fine, especially if you’re only doing small cuts on hobby projects, but additional, higher quality air filters are still recommended. If you choose to upgrade your air filter, the original basic filter will remain attached to your machine, and the new filter is attached as an extra unit. Basic air filters are self-draining, with a small hose that sticks out the bottom for the captured moisture to drip out. Some UNIMIG machines have this basic air filter installed inside the machine, but these come with a drainage hole drilled in the bottom to work in the same way.
Roll: these filters look similar to a toilet roll, which is where they get the nickname ‘toilet roll filters,’ and consist of a cylindrical cartridge. The roll works well, but it’s not self-draining, which means they need to be changed every so often depending on the frequency of use.
In-line: these sound cool, but in reality, they’re not that good. Made from specially treated plastic, it works by closing up when moisture touches it to block the water from getting through. The problem? Airflow is one of the most important things when running a successful plasma cut, and these filters block the moisture as well as the airflow when they close.
Both roll and in-line filters are mostly needed in high humidity environments.
2. Torch & Consumables
Plasma cutting is done in DCEN (Direct Current Electrode Negative). Getting the polarity correct on your plasma cutter is a lot easier than any form of welding because the plasma torches have a different shaped plug.
There’s no guesswork involved with this one; you literally can’t connect your earth clamp or torch into the wrong hole. UNIMIG’s VIPER CUT 30 Plasma Cutter (for your home DIY projects) comes with the torch already connected, making this set up even easier.
Quick Tip: don’t clamp your earth to the bit of metal that will be cut off, as you could then become the path of least resistance, which is not a good time. Make sure to attach your earth clamp to either a (clean) metal workbench or the part of the metal that will not fall away once it’s cut.
Because plasma cutting machines come with a specific plug for the torch and only the Positive (+) polarity panel mount, you can’t use them for anything else, unlike welding machines, which are generally mix and match (to a degree).
Consumables
The attachments on your torch will make a significant difference to the type of cutting you can do with your machine.
Types of Shields
- Contact cutting
- Gouging
- Stand off cutting
Different guns will allow for more or less varieties of shields to be attached. For example, the UNIMIG SC30 Plasma Torch, which comes with the VIPER CUT 30, can only do contact cutting and stand off cutting. In comparison, the SC80 Plasma Torch can do all three.
Contact cutting: contact cutting is what it sounds like; you place the tip of the gun against the metal you want to cut, and off you go. UNIMIG torches come with a contact cutting shield cap so that the cutting tip doesn’t touch the metal (as this can wear your tip out), but some machines don’t, in which case the tip itself will be pushed along the metal.
Gouging: gouging is used when you want to remove metal from a piece without actually cutting through it. It’s generally used to remove defective welds so that you can redo them.
Stand off cutting: stand off cutting is similar to contact cutting, except you are forced to leave a space between the torch and metal, as the shields come with little legs or small wheels known as ‘stand off guides’. This process gives your consumables extra life as they remain at a distance from the sparks.
In general, regardless of the type of cutting you want to do and the shield you attach for it, there are several consumables inside the gun which remain the same, though they may look slightly different.
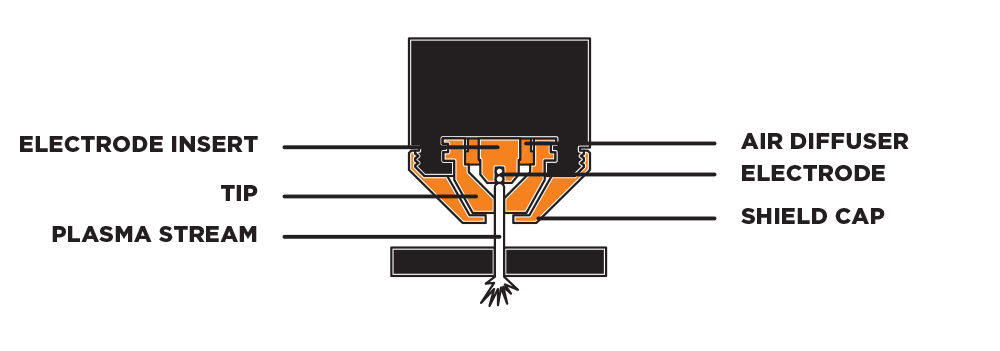
Standard Consumables
- Electrode
- Swirl ring (gas distributor)
- Cutting tip
- Shield cap body (retaining cap)
- Shield cap
Putting the consumables together to get your torch up and running isn’t too hard, and most machines will come with a guide either on the machine or in their User Manual. UNIMIG torches usually come already set up, but if you need to swap parts or replace them, you’ll need to take apart and reassemble the torch.
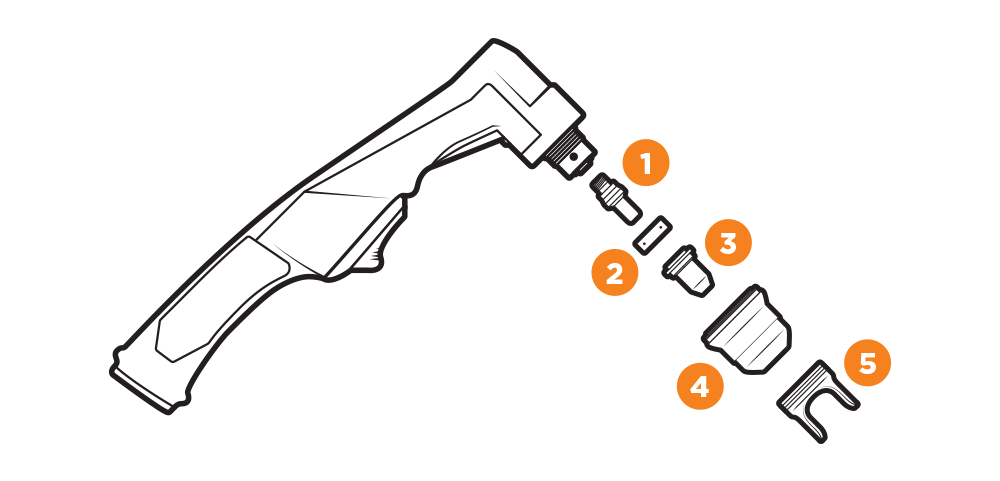
Consumables Assembly
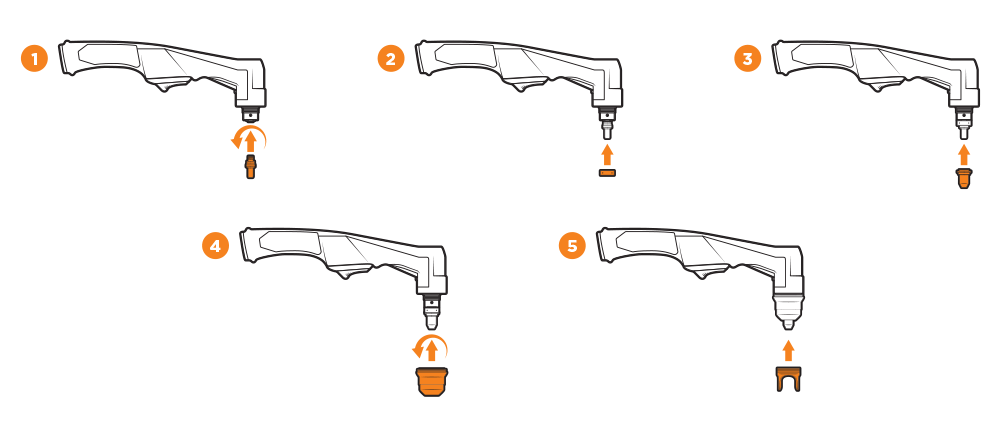
- Screw your electrode in
- Place your swirl ring (gas distributor) on the torch head
- Place your cutting tip over the electrode
- Screw your shield cap body (retaining cap) in; this should go over the other parts and hold everything in place inside the torch
- (If you have one) screw your shield cap onto the end of the shield cap body
The higher-end torches will also need a cooling tube. The tube sits inside the torch head, and the electrode is screwed on like normal over it.
If you haven’t assembled the torch correctly, you’ll know about it straight away, as it won’t turn on. Most of these consumables will sit in place, so don’t try and twist or force things in; you’ll just end up breaking parts.
The most important thing about the consumables is that you have the right ones for the type of cutting you want to do, and they’ll withstand the amps you’ll be using. These can all be changed and replaced as the need arises.
The small opening of your cutting tip shouldn’t touch the material you are cutting unless the torch is designed for the tip to make contact. A damaged contact tip will lower the quality of your cut. The cutting tip should also be able to withstand the number of amps output by the machine; otherwise, it will burn up. In both of these cases, you’ll need to replace your cutting tip.
You need to replace the electrode in your gun once there is around a 1mm pit in the centre of the piece.
It’s recommended to swap out your electrode and your cutting tip at the same time.
3. Settings
Amperage
Unlike welding, the amps you set your machine to will not affect your cut all that much, so long as you adjust your travel speed to compensate. You can set your machine to its max amps and cut every thickness of metal, but if your machine goes up to 80A and you’re cutting 2mm steel, you’re going to have to fly across the cut to avoid warping or completely melting the metal.
You’ll also need to make sure you’ve got consumables in your torch that can handle the amps you’re putting out. If you have a machine set to 80A with consumables only capable of handling 60A max, you’re going to burn through them.
Some machines come with amperage guides which you can use as a starting point. For example, UNIMIG’s VIPER CUT 30 Plasma Cutter comes with a recommended settings guide in the User Manual.
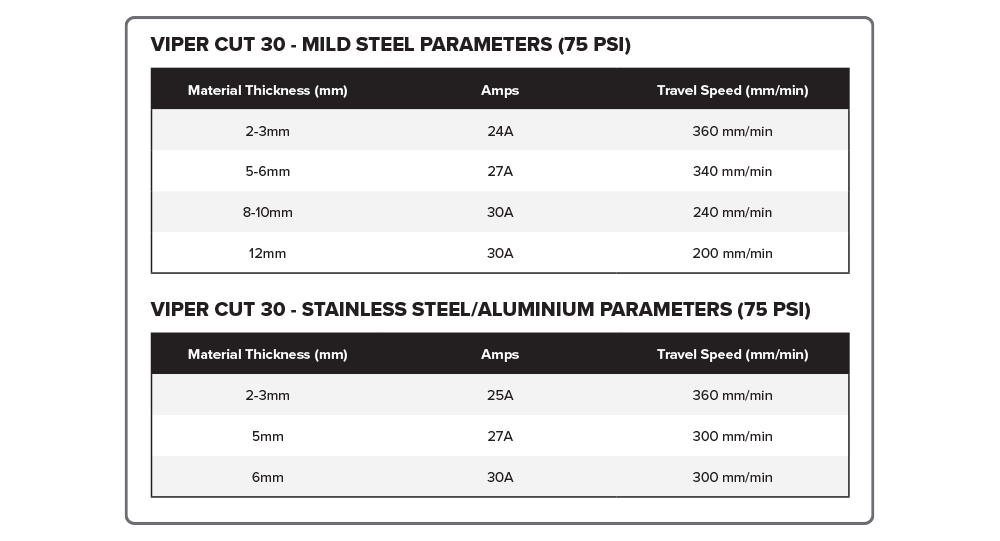
Air Pressure
In general, the air pressure regulator can be found on the back of the machine above the air filter. The regulator will have a hose that runs in on one side and out on the other, with a twistable valve on top. This valve is how you change the air pressure, which you can see on the pressure gauge.
Most UNIMIG machines come pre-set at a pressure level that will work well regardless of the amperage, and the regulator is inside the machine. A good starting pressure regardless of the machine is 75psi.
The amps and air pressure do work together, so if you’re cranking your amps as high as they can go, you’ll want to up your air pressure as well. You don’t want one overpowering the other, as it’ll give you a poor-quality cut.
2T vs 4T
2T (two touch) means you will need to hold the button down while you cut. In 4T (four touch) mode you will only need to click the button to ignite the arc, and it will stay ignited until you click it again to turn it off. This setting works the same way that a welder’s 2T/4T setting works, but there’s no foot pedal option.
Air Test
The air test light looks like a gas bottle, and this will check that your air is flowing through the torch at the correct pressure.
Perforated Metal
This setting will have an image of a plasma cutter over a dotted line and will allow you to cut over mesh and other perforated metals. The torch arc will automatically cut out on standard settings if it can’t find metal to complete the electric circuit, so switching to this mode will keep your arc steady for a smooth cut. Otherwise, you’ll have to keep pulling the trigger to start the arc over and over.
Clean Cut vs Severance Cut
You can get two types of cut with your plasma cutter: a clean cut or a severance.
Clean cut: precisely what it says, a smooth, clean cut on the metal.
Severance: a cut all the way through, but it won’t be smooth, and if you plan on working on it after, you’ll need to clean it up.
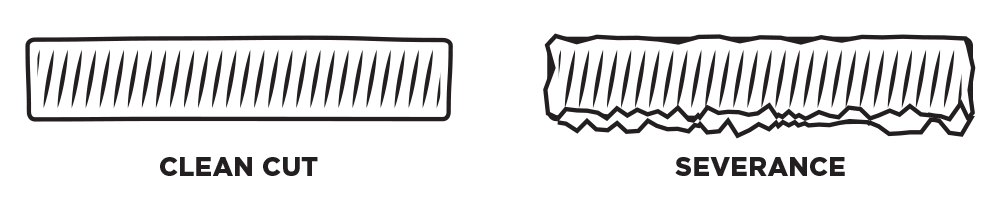
Every plasma machine will have a maximum clean cut thickness and a maximum severance. These indicate how thick the metal can be if you want a good quality cut and how thick the metal can be if all you need is to get through it. The severance thickness will always be more than the clean-cut thickness.
The metal thicknesses will vary depending on how many amps you can use (your machine model will determine your max amps) and what kind of metal you’re using. Aluminium is the softest metal, steel is harder and stainless steel is the hardest of the three. Despite their hardness, aluminium and stainless steel have a higher viscosity (which is a fluid’s resistance to flow) than mild steel. Their max cutting thickness is usually smaller than steel’s max thickness because of their viscosity.
For example, if you were using a RAZOR CUT 80 Plasma Cutter, your thickness would look like this:
| Mild Steel | Stainless Steel | Aluminium | |
| Cut Thickness | 30mm | 16mm | 16mm |
| Severance Thickness | 35mm | 20mm | 20mm |
The max cut and severance thickness your machine can do should be included in the product information, so make sure you get one that will go through the metal you’re planning to cut.
Travel Speed
Your travel speed will depend on how thick the material is that you are cutting. The sparks should be coming out straight down on the other side of the plate when travelling at the correct speed.
If you’re cutting too fast, the sparks will spray at a very steep angle in the opposite direction than you’re cutting. Some sparks might even fly out from the top.
If they’re flying out of the top, it means your plasma arc isn’t cutting all the way through, and the sparks are bouncing off the part that is still joined together.
If they are coming out straight down, but you’re getting stuck in grooves, you’re cutting too slow. Cutting too slow results in a wider kerf (the material lost due to the cutting process) and dross (excess metal from the cut that hardens on the bottom of the piece and needs to be cleaned off). Cutting too slow also makes the cut much harsher; it won’t be as smooth as it could be.

Cutting Your Metal
Before you cut, make sure to mark out where you want to cut, whether it’s a straight line or a shape; freehand cutting will always be worse than a guided cut.
To do the actual cut is relatively easy. Once your machine and torch are all ready to go, place the tip of your torch flush with the metal where you’re cutting, pull the trigger and away you go.

For extra accuracy on your cuts, add a piece of sheet metal to push the torch up against to keep your lines straight (if you want straight lines). You can also measure from the shield’s outer edge to the centre of the cutting tip opening and add that width between the line you wish to cut and the sheet metal you’re leaning against. This will mean that your cut will be dead on, rather than slightly to the side of where you drew it. You can get circle cutting attachment kits for some plasma torches to help you make perfect circles.
If you are starting in the middle of a plate and piercing straight through, it’s a good idea to angle the cutter at roughly a 45° angle so that the metal doesn’t jump back at the shield and clog it up.
Once you’ve pulled the trigger and the plasma has pierced all the way through the metal, you can angle back up to 90° and begin cutting. If you’re just starting from an outer edge, you can just start at 90°.
If you’re gouging instead of cutting, the process is almost the same. You’ll still run your torch along in a line, but rather than hold it straight up and down, keep it at a roughly 45° angle from the metal (as if you’re pushing a MIG torch), as this helps avoid going through the piece.
Even if you have the right travel speed, which corresponds with the amps and air pressure, plasma cutting will leave a bit of dross (leftover metal) on the bottom. This can be removed with a chipping hammer; it’s generally not too thick, so it’s easy to clean up.
CNC Tables
CNC stands for Computer Numerical Control and what that means is a computer does all the hard work for you.
A CNC table, therefore, is a table that comes with a computer that does the cutting for you. These tables come with all the equipment needed (an X-axis and a Y-axis) that you can mount a router (the torch) to.
These tables are usually used in auto repair, machine fabrication and construction (to name a few) to make precision cuts that are impossible to get with a hand-held tool.
You do need to program what you want into a CNC computer, and there are specific programs (one that interprets M-codes & G-codes) that need to be used for the computer to understand what kind of cuts you’re inputting. Some of the software you can use include AutoDesk Fusion 360 CAD/CAM Software.
These CNC tables usually work by connecting the plasma torch to an arm that can run back and forth (Y-axis) and left to right (X-axis) over the table.
A specific CNC plasma torch attaches to this arm and makes the cuts that have been programmed in. This torch is pretty similar to a hand-held torch and also comes with changeable consumables for contact or stand off cutting. Instead of a handle with a trigger, the main difference is that it has a long, straight plastic tube that the consumables attach to.
These CNC plasma cutting torches are available at UNIMIG, and some UNIMIG machines come with a CNC connection, so you can hook them up to any model of plasma cutting table.